Comment faire une arme pour les tireurs d'élite
• Comment faire une arme pour les tireurs d'élite
projet de construction de l'usine elle-même pour la production de fusils a été soulevée récemment en 2008, et le premier article a été publié il y a deux ans en Mars de 2011. L'usine a été construite presque à partir de zéro, d'abord à sa place sont restés stables dans un état monstrueux. 15 mai 2010 a commencé la révision. production de phare - fusil sniper Orsis - une abréviation de « systèmes d'armes » phrase. Mais nous reviendrons sur l'histoire de la plante, et aller maintenant à l'intérieur.

Mon parcours passe à travers l'installation, dans lequel les tiges traitées. La récolte, qui sera foré et est le trou fait coupe est appelée « forme ». Les formulaires livrés à l'usine des États-Unis.

Dans ces machines, la pièce pour les fusils. Ici, les blancs d'abord percer le trou, dont la largeur dépend de l'avenir calibre des fusils. Certaines machines ont été conçues par la voie dans le bureau de conception de l'usine avec l'aide des consultants de la Suisse et de l'Allemagne.

En général, les plantes 30 différentes machines à usage à commande numérique (CNC). Ils sont très différents, il y a plus simple, pour les opérations simples, mais il y a ceux qui font des choses vraiment uniques, des technologies, que j'ai entendu pour la première fois.

Les troncs sont constitués de bras en acier inoxydable spécial.

Notez la pièce. Elle se tient au bord d'une partie mobile de la machine, qui coupe le tronc de l'intérieur. La finesse et la précision de l'opération à un haut qui ne baisse pas la pièce de monnaie.

La même machine. Ici, vous pouvez voir à la fois sous la forme du canon va tige, faire des coupes - 4-6 bandes en spirale, ils aident à stabiliser la trajectoire du mouvement de la balle. Crochet de métal de coupe en une forme spéciale, qui est également produite à l'usine.

L'outil comprend une pièce fixe et laisse une trace sur l'élément de coupe d'un micron de profondeur. Pour faciliter la découpe dans le tronc verse de l'huile. Le processus de coupe du tronc dure 3-5 heures. Pour un outil tranchage devrait entrer en 60-80 fois. Après cela, le tronc poli manuellement rodage de plomb-étain et propre à partir du pétrole.


Après ces opérations, le tronc arrive au laboratoire.

Ici experts sondé alésage endoscope (endoscope relative) des défauts - rayures, des fissures ou des coquilles. Le tronc est vérifié plusieurs fois après perçage de trous, de coupe et de polissage.


Sur la route, le deuxième atelier. Une autre petite découverte - la machine est pas un exercice que tourne partie! Drill coupe lentement en acier inoxydable.

De quel type de bois, nous allons apprendre un peu plus tard.

Les pièces brutes, qui va bientôt devenir la partie principale du mécanisme de porte.


pièces usinées CNC mécanisme de verrouillage, qui est ensuite refroidi avec de l'eau.


En outre, cette partie est contrôlée la qualité. Avec l'aide de ce dispositif (à gauche), a défini les caractéristiques de cette partie doit respecter.


Le plan général du deuxième atelier.

De plus notre chemin se trouve dans la boutique, où ils font le lit. Voici donc sciés blanc scie sauteuse à partir de laquelle la machine coupera produit presque fini.

Afin de rendre votre lit chaque modèle. Il offre une rigidité structurelle. Pour fusils tactiques utiliser un lit d'alumine pour les sports - à partir d'un stratifié spécial d'arme. De plus, l'usine fait de commander une boîte de bois précieux, comme le noyer.

La machine fonctionne également sur la gestion des logiciels.


Un billet de cette partie peut coûter des dizaines de milliers de roubles. Si vous regardez de près à l'un de ces barres, on peut voir 4 couches de contreplaqué ou comme on l'appelle différemment - bois stratifié.





Après le traitement dans la machine de fraisage maître manuellement poncé il est appliqué à l'incision au laser de propriété et d'huile imprégné à plusieurs reprises. Un chef d'équipe produit 2-3 lits.



Dans la pièce à usiner est un évidement destiné à la tige, après quoi elle devient à nouveau recouvert d'huile et a ensuite vernis.

Allons plus loin.



On peut voir comment préforme polie.

Ensuite, nous attendons pour l'atelier de peinture.



Et dans la pièce voisine me attendait petite ouverture.

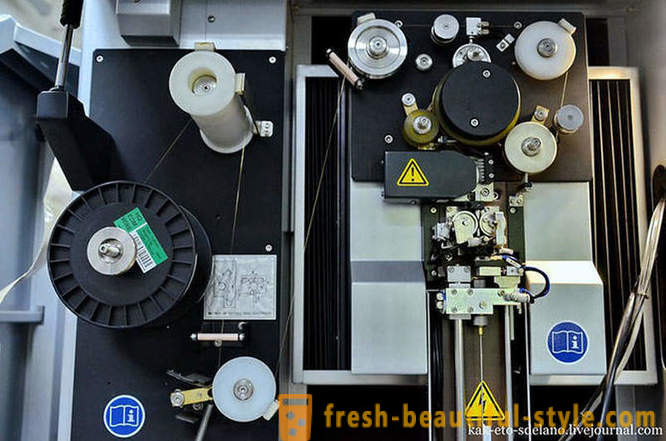
Ici, à l'aide d'équipements de haute précision (qui a coûté des dizaines de milliers d'euros) de pièces découpées en métal pour le groupe de boulons (marteaux, fusibles, déclencheurs), qui n'aurait pu être fait avec l'aide d'autres outils.

pièces usinées par des techniques d'érosion électrique. Ici, un fil, il peut être en molybdène ou en laiton.

Tout se passe comme suit: le fil de la bobine enfilée à travers un petit trou dans la feuille métallique ou un lingot, est fixé par le bas de sorte qu'il peut être enroulé sur une autre bobine. Cette feuille est ensuite immergé dans un bain d'eau à laquelle est courant fourni à la haute tension et de puissance.

Le fil enroulé rapidement sur la seconde bobine et coupe ainsi des pièces de machine qui sont exacts pour microns. Ce processus peut prendre 3-4 heures. Un tel puzzle mis à jour.

Ici aussi, la CNC, on ne définit que le programme et assure un fonctionnement précis.

C'est de ce lingot

Découpez inutiles, de sorte que vous pouvez insérer une autre pièce.

Et j'ai été surpris que le fil peut être coupé à un angle. C'est à partir du milieu du cylindre est découpé en détail, qui, sur un tour de côté et l'autre sous la forme d'un astérisque.

Les détails du mécanisme de déclenchement.

On peut voir que les plusieurs feuilles soudées entre elles au nombre maximum de pièces découpées.


Laissez cet atelier et la section d'assemblage tête, est la dernière étape avant un fusil se rendre à la plage de tir.
Ces boîtes de fusils prêts.

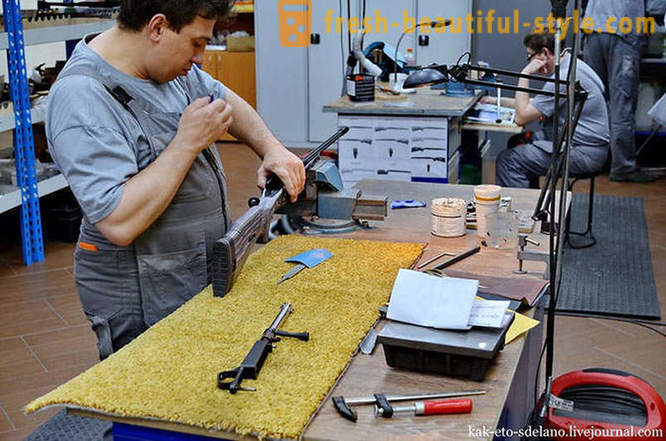
Le spécialiste rassemble les détails de la diapositive, les relie au canon, suivi d'un processus beddinga verre. Sur le lit est appliqué à un mastic spécial de fusil en elle mettre les pièces en métal et laisser pendant une journée à sécher complètement. Ensuite, les détails à nouveau retirés et remis à la peinture, et sur le lit reste leur empreinte exacte, ce qui permet à l'arbre pour se glisser sous le métal. Cela donne plus d'armes de précision.




Après les pièces de peinture sont réunies à nouveau. experts du Département Contrôle de la qualité inspectent le produit fini, et d'en tirer la conclusion que le fusil est prêt à tirer.

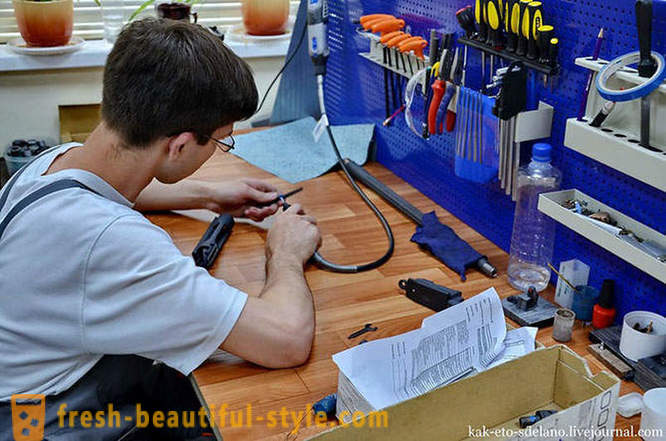
A l'usine, il y a de très jeunes travailleurs.
L'usine produit jusqu'à 10 fusils par jour.




L'usine sauf les permis de fusils collectés pistolets Glock autrichiens de différents calibres.




Et c'est le réfrigérateur, mais il vous ne trouverez pas les légumes, les fruits, la bière, le dîner d'hier et d'autres collations. Lui aussi, est utilisé dans l'ensemble de la carabine. Comment, demandez-vous?

Le fait que l'ensemble de certains des détails devrait être aussi étroitement vissé sur le lit de certains détails. Si cela se fait à la température ambiante, les vis trop dur plantage dans le produit et peut gâcher, parce que ces pièces sont placées pendant un certain temps dans le réfrigérateur il est un peu serré (physique espèrent tout le monde se souvient) et peut être vissé aussi serré comme il se doit, sans risque de gâcher le lit.

En quittant l'atelier de montage et la tête à la plage de prise de vue. Ce sont les fusils de la dernière étape de contrôle de la qualité et de précision. Toutes les armes passent par observation.


Voooooon besoin d'obtenir dans ce petit point de. Vous voyez quoi que ce soit? Je ne suis pas) longueur Tir - 100 mètres.

Les tests effectués sur les armes de précision maître de la classe internationale sur le tir. La chambre est petite, environ 2 mètres par 2 Mettez le casque pour ne pas devenir sourd.

Les flèches haut de gamme a remporté à plusieurs reprises dans des compétitions de tir à cause de ce fusil.


Soit dit en passant Steven Seagal grand fan des armes de chasse et ordonné l'usine Orsis fusil exclusif.
les photos du site de l'usine

Si l'usine dispose d'un salon d'armes, où vous pouvez prendre soin de vous un fusil, acheter des pièces de rechange pour elle.























- Le plus populaire
-
 Katarina Witt - le symbole de patinage artistique
Katarina Witt - le symbole de patinage artistique
-
 Savon pour l'acné: les actions et l'efficacité du principe de
Savon pour l'acné: les actions et l'efficacité du principe de
-
 Cartouche de signal calibre 12: Vue d'ensemble, description
Cartouche de signal calibre 12: Vue d'ensemble, description
-
 Quelle est la parade, quand il est apparu dans le secret marche sur le podium
Quelle est la parade, quand il est apparu dans le secret marche sur le podium
-
 "Elsa," huile "luxe" 6 huiles: avis. signifie une série de produits de soins capillaires
"Elsa," huile "luxe" 6 huiles: avis. signifie une série de produits de soins capillaires
-
 Visage rond. Les coupes de cheveux Top femmes et les coiffures pour les formes de visage rond (photo)
Visage rond. Les coupes de cheveux Top femmes et les coiffures pour les formes de visage rond (photo)
-
 Shampooings "Siberika". Avis sur les shampooings « Siberika » pour les cheveux gras et sec
Shampooings "Siberika". Avis sur les shampooings « Siberika » pour les cheveux gras et sec
-
 "Clean Line": un commentaire. « Clean Line » pour les cheveux, le corps et le visage
"Clean Line": un commentaire. « Clean Line » pour les cheveux, le corps et le visage
-
 Les fusils pneumatique IL-61, IL-60, IL-38
Les fusils pneumatique IL-61, IL-60, IL-38
-
 Comment apprendre et beaucoup à rattraper rapidement
Comment apprendre et beaucoup à rattraper rapidement
-
 Comment sont les tailles de vêtements et chaussures pour enfants
Comment sont les tailles de vêtements et chaussures pour enfants
-
 Au salon de beauté à domicile: soins du visage bananes
Au salon de beauté à domicile: soins du visage bananes
-
 Dix femmes à barbe de différents âges
Dix femmes à barbe de différents âges
-
 « Grandeur, qui a tourné à la poussière » ou plus auparavant beaux endroits qui sont maintenant sans rappeler le désert
« Grandeur, qui a tourné à la poussière » ou plus auparavant beaux endroits qui sont maintenant sans rappeler le désert
-
 Les résultats choquants qui ont été découverts dans la réparation des maisons anciennes. partie 1
Les résultats choquants qui ont été découverts dans la réparation des maisons anciennes. partie 1